 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Въвеждане на структурата на отвора на матрицата за изтегляне на тел
Въвеждане на структурата на отвора на матрицата за изтегляне на тел
Представяне на структурата на отвора на матрицата за изтегляне на тел
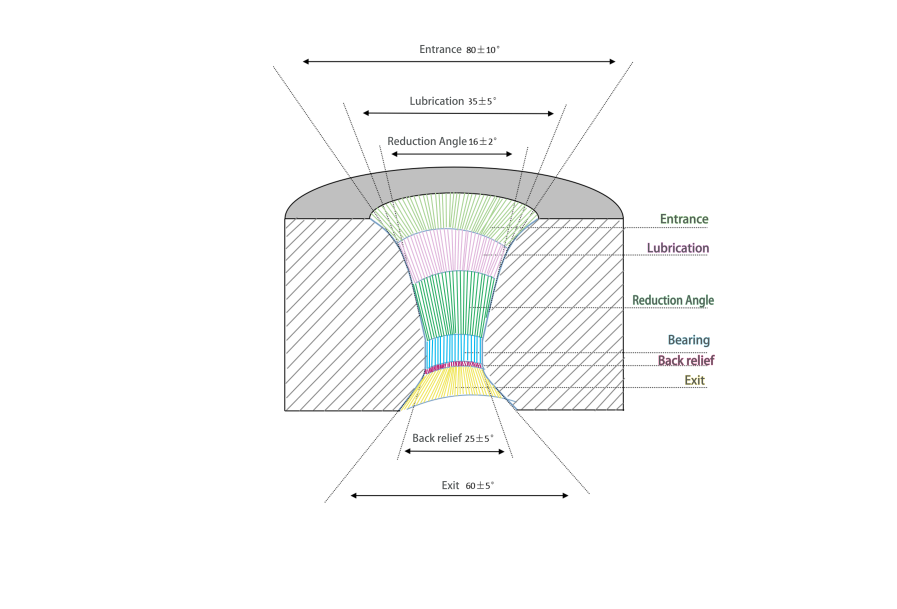
Входна зона : Чертежните материали влизат в матриците през тази зона. Обикновено това е дъга, за да се избегнат надраскани от матриците материали за чертане.
Зона за смазване: Тя е за съхранение на лубрикант и смазващо смазване на изтеглящ материал, което е благоприятно за гладко изтегляне.
Редукционна зона: Това е зона на пластична деформация за изтегляне на метал, чийто ключов размер е дължина и ъгъл. По-малката дължина ще накара изтеглянето на метала да причини повече натиск върху зоната на намаляване. Това значително ще увеличи напрежението на опън и ще ускори износването на матриците, което ще повлияе на ефекта на изтегляне. Дължината на зоната на намаляване се различава в зависимост от различния материал за изтегляне, диаметър и смазване. Принципът на избор е: 1) дължината трябва да бъде по-къса при изтегляне на мека метална тел в сравнение с изтегляне на твърда метална тел; 2) дължината трябва да бъде по-къса при изтегляне на тел с малък диаметър в сравнение с изтегляне на тел с голям диаметър; 3) дължината трябва да бъде по-къса при мокро изтегляне в сравнение с ъгъла на зоната за намаляване на сухото изтегляне: по-големият ъгъл ще увеличи якостта на опън и твърдостта на материала за изтегляне, като същевременно ще намали огъването и усукването. Ъгълът на зоната на намаляване трябва да бъде по-малък при изтегляне на стомана, докато трябва да бъде по-голям при изтегляне на цветни метали и карбид.
Дължина на лагера: Чертежният материал получава крайния си размер чрез дължина на лагера, Дължината на лагера се различава в различна твърдост, сечение и смазване на чертежа материал. Ако дължината на лагера е твърде голяма, това ще увеличи триенето, което повишава температурата на матрицата и след това влияе върху живота на матрицата. Това също ще увеличи напрежението на опън, което причинява повишаване на степента на свиване и степента на счупване при изтегляне, както и консумацията на прах; ако дължината на лагера е твърде малка, промените в лагера ще повлияят на крайния размер в чертежа.
Обикновено 1) дължината на лагера е по-къса при изтегляне на мек метален материал в сравнение с изтегляне на твърд метален материал; 2) дължината на лагера трябва да бъде по-къса при изтегляне на тел с малък диаметър в сравнение с изтегляне на тел с голям диаметър; 3) дължината на лагера трябва да бъде по-къса при мокро изтегляне в сравнение със сухо изтегляне.
Заден релеф и изход: Изходът е последната част, където материалът за чертане излиза от матриците. Това е за защита на дължината на лагера от напукване. Изходът не трябва да е твърде кратък, в противен случай изходът лесно ще се счупи; задното облекчаване означава да се гарантира, че изтегляният метал няма да надраска изхода и да повлияе на качеството на телта; по време на регулиране на матриците острата част, свързваща изхода и лагера, трябва да бъде шлифована, за да бъде дъга, за да се избегне надраскване на телта при преминаване през матриците.

Wire China 2024
Ще присъстваме на Wire China 2024 в Шанхай.
Прочетете ощеРолята на SOLID STRANDING DIES и приложението им в индустриалното производство
SOLID STRANDING DIES, т.е. матрицата за плътно усукане, е незаменим и важен инструмент в индустрията за производство на проводници и кабели. Сега ще представя ролята на SOLID STRANDING DIES и приложението им в индустриалното производство.
Прочетете ощеЗа бръснене пилинг умира
Относно приложението на щанци за пилинг при бръснене
Прочетете още